English
English  français
français  Deutsch
Deutsch  русский
русский  español
español  português
português  العربية
العربية  Melayu
Melayu  ไทย
ไทย  Indonesia
Indonesia  हिंदी
हिंदी 


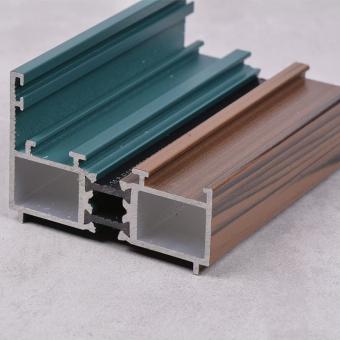
Cacat Utama dan Penyebab Bahan Ekstrusi Paduan Aluminium
Cacat biasanya mengacu pada area yang tidak memenuhi standar atau ketentuan pemesanan, yang berdampak pada penampilan atau penggunaan produk. Hal ini tidak dapat dihindari dalam produksi dan merupakan cerminan langsung dari kualitas produk.
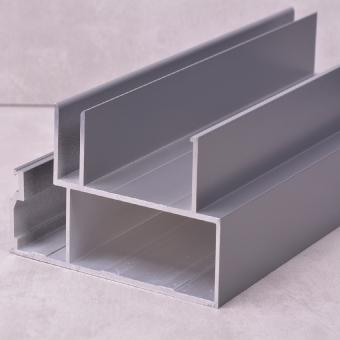
Cacat yang dapat diterima yang hanya mempengaruhi penampilan produk dan dapat dihilangkan melalui penyelesaian atau pemrosesan selanjutnya tanpa mempengaruhi penggunaannya, seperti kontaminasi permukaan, goresan dan goresan yang tidak di luar toleransi, lubang, tekukan, puntiran, celah rata, terkelupas, gelembung, retakan ekstrusi, dimensi, dll. Cacat ini biasanya disebabkan selama ekstrusi dan proses penyelesaian, pengemasan, dan transportasi selanjutnya.
Cacat yang tidak dapat diterima yang tidak dapat dihilangkan melalui penyelesaian atau pemrosesan berikutnya, seperti cincin kristal kasar, pelapisan, penyusutan, pengelasan yang buruk, deteksi cacat yang tidak memenuhi syarat, lapisan oksida yang berlebihan, terak logam dan non-logam, retakan akibat perlakuan panas, pembakaran berlebih atau panas berlebih, sebagai serta goresan dan goresan yang berlebihan, pembengkokan, puntiran, celah datar, pengelupasan, retakan ekstrusi, dimensi, dll. Beberapa cacat ini diwarisi dari kualitas metalurgi, seperti inspeksi yang tidak memenuhi syarat, lapisan oksida yang berlebihan, terak logam dan non-logam, dll. , dan ada pula yang disebabkan oleh alasan proses dan cetakan dalam produksi ekstrusi.
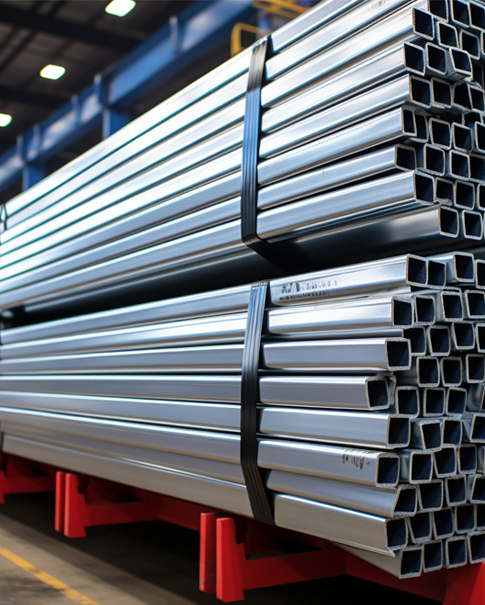
Polusi permukaan, goresan, dan benturan - lemahnya kesadaran akan kualitas selama produksi dan kurangnya perlindungan terhadap permukaan produk; Atau ada masalah dengan cara pengemasan, yang dapat menyebabkan benturan atau gesekan selama rotasi dan pengangkutan.
Goresan - area kerja cetakan tidak dibersihkan secara menyeluruh; Jalur kerja mesin press atau gergaji tidak dibersihkan secara menyeluruh.
Permukaan berlubang - kekerasan zona kerja cetakan tidak mencukupi; Suhu ekstrusi terlalu tinggi; Kecepatan meremasnya terlalu cepat.
Pembengkokan, puntiran, jarak bebas datar - masalah desain cetakan; Suhu ekstrusi atau kecepatan ekstrusi yang tidak wajar; Suhu media quenching terlalu rendah; Peregangan atau metode penyelesaian lainnya tidak memadai.
Mengupas dan menggelembung - batangan lepas; Ukuran bantalan ekstrusi tidak masuk akal; Noda minyak pada permukaan ingot atau silinder ekstrusi; Peras suhu atau kecepatan terlalu cepat.
Peras retakan - suhu atau kecepatan ekstrusi terlalu cepat.
Ukuran - Desain cetakan yang tidak masuk akal; Kontrol kecepatan ekstrusi tidak konsisten sebelum dan sesudah.
Cincin kristal kasar - kontrol komposisi paduan yang tidak tepat; Desain proses ekstrusi yang tidak masuk akal; Suhu perlakuan panas terlalu tinggi dan waktu isolasi terlalu lama.
Pembentukan lapisan - cacat permukaan pada ingot tidak dibersihkan dengan cara diputar; Noda minyak pada permukaan ingot atau silinder ekstrusi; Desain cetakan yang tidak masuk akal.
Ekor menyusut - kecepatan meremas terlalu cepat; Perbedaan suhu antara silinder ekstrusi dan ingot besar; Lebih sedikit sisa ekstrusi atau lebih sedikit penghilangan bagian akhir produk; Terdapat noda minyak pada permukaan ingot atau silinder ekstrusi.
Pengelasan yang buruk - desain cetakan yang tidak masuk akal; Tonase pers tidak mencukupi; Suhu ekstrusi rendah; Koefisien ekstrusi kecil; Kecepatan ekstrusi cepat; Noda minyak pada blanko, perkakas, atau cetakan yang diekstrusi.
Deteksi cacat yang tidak memenuhi syarat - kualitas ingot buruk dengan porositas parah, lapisan oksida, inklusi, dll; Proses perlakuan panas tidak masuk akal.
Terlalu terbakar atau terlalu panas - suhu pemanasan tinggi dan waktu lama sebelum ekstrusi; Suhu ekstrusi tinggi dan kecepatan cepat; Suhu pemanasan tinggi selama perlakuan panas.
Lapisan oksida yang berlebihan, pengotor logam dan non-logam - kualitas metalurgi ingot yang buruk.
Retakan perlakuan panas - ketebalan produk besar, suhu medium pendinginan rendah, dan laju pendinginan cepat.



 Jaringan IPv6 didukung
Jaringan IPv6 didukung