English
English  français
français  Deutsch
Deutsch  русский
русский  español
español  português
português  العربية
العربية  Melayu
Melayu  ไทย
ไทย  Indonesia
Indonesia  हिंदी
हिंदी 


Profil aluminium adalah bahan aluminium dengan bentuk penampang berbeda yang diperoleh dengan peleburan panas dan ekstrusi batang aluminium. Proses produksi profil aluminium terutama mencakup tiga proses: pengecoran, ekstrusi, dan pewarnaan (pewarnaan terutama meliputi oksidasi, pelapisan elektroforetik, penyemprotan fluorokarbon, penyemprotan bubuk, dll.).
Bahan aluminium sangat tidak stabil di udara dan dapat dengan mudah membentuk film oksida yang sulit dikenali dengan mata telanjang. Karena metode pemrosesan yang berbeda untuk bagian aluminium, seperti pengecoran, pemotongan langsung dari lembaran yang diekstrusi, pemrosesan presisi mekanis, atau perlakuan panas atau pengelasan setelah proses yang berbeda, permukaan benda kerja akan menampilkan kondisi berbeda dan berbagai tingkat kotoran atau tanda. Oleh karena itu, dalam proses pra-perawatan, proses pra-perawatan harus dipilih berdasarkan keadaan sebenarnya dari permukaan benda kerja. Dalam proses pra-perawatan, perlu diperhatikan bahwa meskipun film oksida alami pada permukaan bagian mesin halus hanya terbentuk pada awalnya, terdapat lapisan oksida yang terlalu tebal yang terbentuk selama proses pengecoran pada permukaan yang belum dikerjakan, dan lapisan kokas berminyak dan sinter terbentuk sebelum benda kerja dipindahkan ke perlakuan panas atau proses pengelasan. Tindakan pencegahan perawatan untuk situasi ini adalah sebagai berikut:
(1) Perhatian harus diberikan pada proses pra-perawatan suku cadang mesin presisi: Meskipun film oksida alami pada permukaan suku cadang mesin presisi hanya terbentuk pada awalnya dan mudah dilepas, namun berat dan berminyak, terutama di dalam dan sekitar mata ikan (ditambahkan karena kebutuhan pelumasan selama pemesinan). Jenis benda kerja ini harus dibersihkan terlebih dahulu dengan pelarut organik. Jika langsung dicuci dengan alkali, tidak hanya minyaknya yang berat dan sulit dihilangkan, tetapi permukaan mesin yang presisi tidak dapat menahan korosi alkali yang kuat dalam jangka panjang, Hasilnya juga akan mempengaruhi kekasaran dan toleransi permukaan benda kerja, yang pada akhirnya dapat menjadi sebuah produk limbah.
(2) Masalah-masalah yang perlu diperhatikan dalam proses pra-perawatan bagian cetakan pengecoran. Tidak semua permukaan bagian cor mengalami pemrosesan mekanis. Permukaan yang tidak dikerjakan memiliki lapisan oksida yang terlalu tebal yang terbentuk selama proses pengecoran, dan beberapa bahkan mengandung lapisan pasir. Pada saat ini, film oksida asli di area ini harus dihilangkan terlebih dahulu menggunakan metode pemesinan atau sandblasting, atau diproses setelah pencucian alkali. Hanya dengan cara ini lapisan oksida asli di area yang belum diproses dapat dihilangkan dan dimensi toleransi area mesin dapat dihindari dari perubahan.
(3) Selama proses pra-perawatan benda kerja yang telah menjalani perlakuan panas atau pengelasan, perhatian harus diberikan pada hal-hal berikut: sesuai dengan persyaratan proses, benda kerja perlu dibersihkan dengan pelarut organik sebelum dipindahkan ke perlakuan panas atau proses pengelasan untuk menghilangkan noda minyak permukaan. Namun, saat ini, hal ini umumnya tidak memungkinkan. Oleh karena itu, lapisan kokas berminyak dan sinter terbentuk di permukaan benda kerja, yang sulit dihilangkan dalam pelarut organik. Jika direndam dalam larutan basa, akan menyebabkan korosi lokal, Menghasilkan lubang atau ketidakrataan, yang sangat mempengaruhi kualitas produk. Rendam lapisan bahan kokas ini dalam asam nitrat pekat untuk melembutkannya. Setelah bahan kokas dilunakkan, bilas sedikit dalam larutan basa untuk menghilangkannya sepenuhnya.
1 、 Udara sisa yang disebabkan oleh geser panas batang panjang
Permukaan geser yang terbentuk selama geser termal batang kolom sama sekali tidak sempurna atau vertikal. Pemotongan panas batang panjang sederhana dari profil aluminium industri dapat menyebabkan pembengkokan yang parah pada batang kolom, menghasilkan penampang elips dan sudut bulat yang sangat besar di salah satu ujung profil aluminium. Bahkan dengan tipe baru long rod hot shear, sudut tepi dari sheared column selalu menghasilkan chamfers, yang merupakan tempat yang baik untuk residu udara.
Solusi: Lakukan pemeriksaan standar pada batang aluminium dan dengan tegas hilangkan batang aluminium yang tidak memenuhi syarat.
2. Kekesalan menyebabkan udara sisa
Kekesalan mengakibatkan udara sisa. Hanya ketika diameter silinder yang berisi ingot aluminium lebih besar dari diameter batang, batang tersebut dapat ditempatkan di dalam silinder yang berisi ingot aluminium. Setelah memberikan tekanan pada kolom di dalam silinder ingot aluminium, yang menyebabkan kolom mengembang hingga diameter silinder ingot, gas yang dibawa harus dibuang. Jika gas tidak dibuang, maka akan tertinggal di ingot aluminium dan menjadi gelembung.
Solusi: Konfigurasikan gasket ekstrusi berdasarkan ukuran minimum lapisan dalam silinder ekstrusi, ganti silinder ekstrusi secara teratur, periksa korosi dan pencucian silinder ekstrusi dan bantalan ekstrusi, ukur diameter dalam dan luar silinder ekstrusi, dan konfigurasikan gasket ekstrusi yang sesuai; Bersihkan silinder ekstrusi satu kali per shift dengan bantalan pembersih dan lakukan pembersihan korosi pada silinder ekstrusi secara teratur.
3. Sambungan dua batang aluminium menghasilkan udara sisa
Karena sambungan dua batang aluminium, residu udara disebabkan. Karena permukaan kedua batang pendek pada dasarnya rata, kemungkinan untuk membawa udara masuk sangat kecil. Kualitas penggergajian secara langsung mempengaruhi jumlah udara yang dibawa antara dua batang pendek. Saat ini, ada teknologi tinggi yang dapat mencegah dua batang pendek terhubung dan menghilangkan kemungkinan masuknya udara.
Solusi: Tentukan panjang batang aluminium yang wajar berdasarkan parameter proses seperti berat satuan profil dan jumlah potongan pelepasan.
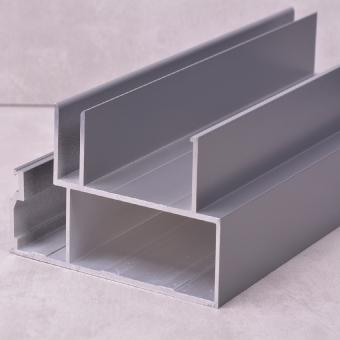
Profil aluminium dibagi menjadi:
1. Profil aluminium industri: terutama digunakan untuk pesawat terbang, kereta api, radiator industri, mobil, peralatan listrik, dll.
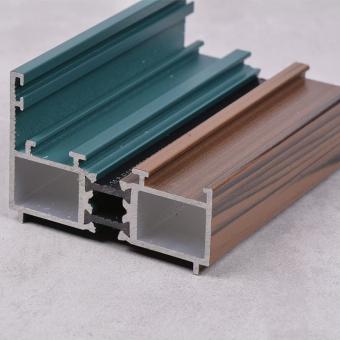
2. Profil bangunan paduan aluminium: terutama digunakan untuk membangun pintu dan jendela, dinding tirai, dekorasi dalam dan luar ruangan, dan profil aluminium untuk struktur bangunan.
Profil aluminium dibagi menjadi:
1. Bahan aluminium anodized: Permukaan profil dianodisasi, berwarna elektrolitik, atau berwarna organik.
2. Bahan aluminium dicat elektroforesis: Permukaan profil diperlakukan dengan kombinasi lukisan anodisasi dan elektroforesis.
3. Bahan aluminium yang disemprot bubuk: Permukaan profil dilapisi dengan bubuk polimer organik termoset.
4. Bahan aluminium penyemprot cat fluorokarbon: Permukaan profil dilapisi dengan cat polivinilidena fluorida. Saat ini, profil insulasi yang umum digunakan adalah jenis profil paduan aluminium yang mengadopsi komposit strip through atau casting.
Indikator kunci:
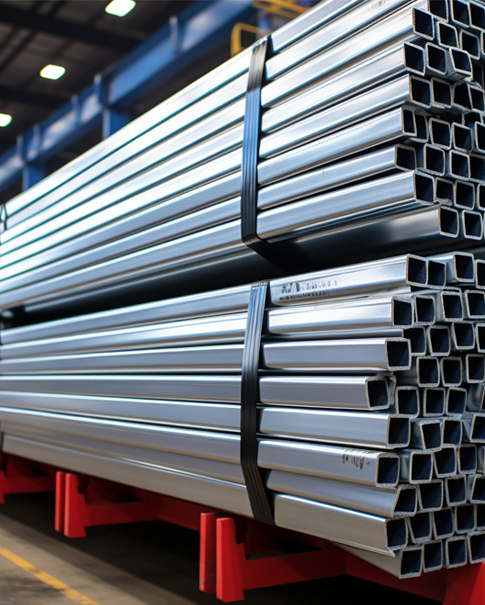
1. Kualitas penampilan: Permukaan profil anodized tidak boleh memiliki cacat seperti luka bakar listrik atau detasemen film oksida yang mempengaruhi penggunaannya; Film cat profil elektroforesis, bubuk, dan fluorokarbon setelah pengecatan harus seragam, rapi, halus, dan bebas dari cacat seperti kerutan, retakan, gelembung, tanda aliran, inklusi, dan pelepasan film cat yang dapat mempengaruhi penggunaannya. Namun, ketiadaan film lokal diperbolehkan dalam jarak 80mm dari ujung profil. Kualitas penampilan profil bangunan paduan aluminium mempengaruhi efek dekoratif bangunan. Oleh karena itu, permukaan profil pabrik harus ditutup dengan film untuk menghindari goresan permukaan, benturan, dan korosi selama transportasi dan penumpukan. Beberapa profil bangunan paduan aluminium di pasaran memiliki bintik-bintik seperti air dan berjamur di rongga dalamnya,
2. Ketebalan dinding: Ketebalan dinding profil adalah salah satu faktor utama yang mempengaruhi kekuatan bagian yang diproses, dan profil utama adalah bagian penahan beban dalam rekayasa. Misalnya, ketebalan dinding nominal kecil dari profil utama jendela luar tidak boleh kurang dari 1,4 mm
3. Ketebalan film: Ketahanan korosi permukaan profil paduan aluminium ekstrusi tidak kuat, dan perawatan permukaan diperlukan untuk meningkatkan ketahanan korosi, ketahanan aus, dan penampilan estetika dari bahan aluminium. Tingkat ketebalan film bahan aluminium anodized dibagi menjadi AA10, AA15, AA20, dan AA25. Tingkat ketebalan film dari bahan aluminium dicat elektroforesis dibagi menjadi ABS. Ketebalan lapisan pada permukaan dekoratif aluminium yang disemprot bubuk adalah ≥ 40um di area kecil, dan ketebalan lapisan pada permukaan dekoratif aluminium yang dicat fluorokarbon bervariasi tergantung pada jenis lapisan. Ketebalan film rata-rata lapisan kedua adalah ≥ 30um, ketebalan film rata-rata lapisan ketiga adalah ≥ 40um, dan ketebalan film rata-rata lapisan keempat adalah ≥ 65um
4. Komposisi kimia dan sifat mekanik: Komposisi kimia dan parameter teknis kinerja mekanis profil paduan aluminium bervariasi tergantung pada merek dan status pasokannya. Pelanggan perlu memeriksanya satu per satu terhadap standar (kontrak).
5. Perbedaan warna dan warna: Nilai yang berbeda dan status pasokan paduan memiliki perbedaan warna dan perbedaan warna. Direkomendasikan untuk sepenuhnya mempertimbangkan dampak ketidakkonsistenan warna dan perbedaan warna pada struktur bangunan saat memilih nilai paduan dan status pasokan.
6. Ketahanan korosi semprotan garam, ketahanan abrasi, ketahanan cuaca, ketahanan mortar, dll.: Ini adalah parameter teknis penting dari profil paduan aluminium, yang mencerminkan kinerjanya dan memengaruhi penggunaannya.



 Jaringan IPv6 didukung
Jaringan IPv6 didukung